
Die Streuung in der Galvanik
Hier gehen wir auf die sehr wichtige zu beachtende Streuung ein. Die Anode sollte an die Form des zu beschichtenden Werkstücks angepasst werden. Nur mehr Stromfluss alleine würde es an Stellen, welche näher zur Anode liegen, dunkel und matt werden lassen, da dann lokal die Stromdichte zu hoch wäre.
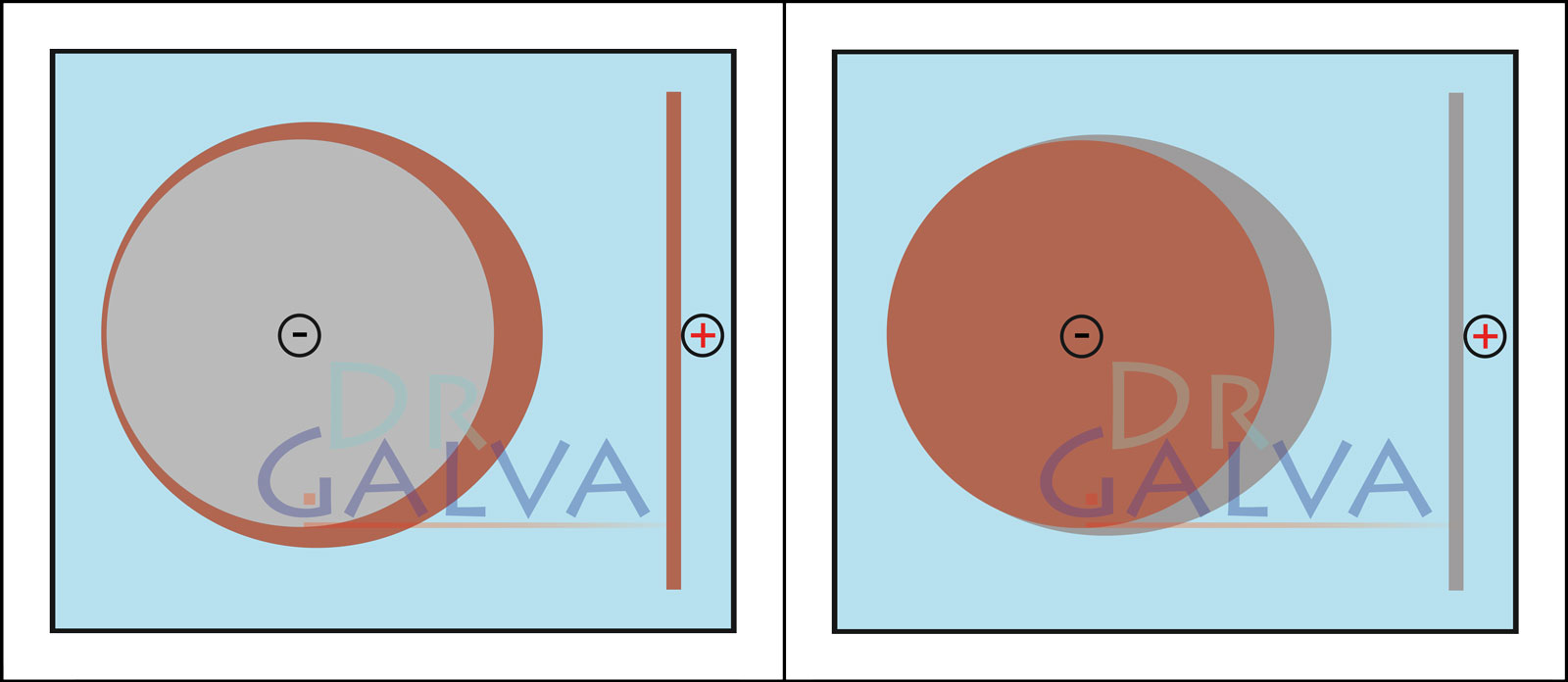
| Gute Streuung (z.B. Kupfer sauer) bei Verwendung einer Flachanode. Je geringer der Abstand, desto mehr Strom fließ an diesen Stellen und mehr Metall wird dort abgeschieden. Durch die gute Streuung wird auf der Rückseite dennoch eine dünne Schicht abgeschieden. | Schlechte Streuung (z.B. Zink schwach sauer). Hier wird nur auf der zur Anode zugewandten Seite Metall abgeschieden. Auf der Rückseite fließt praktisch kein Strom und es erfolgt dort keine Abscheidung, bzw. nur minimal. |
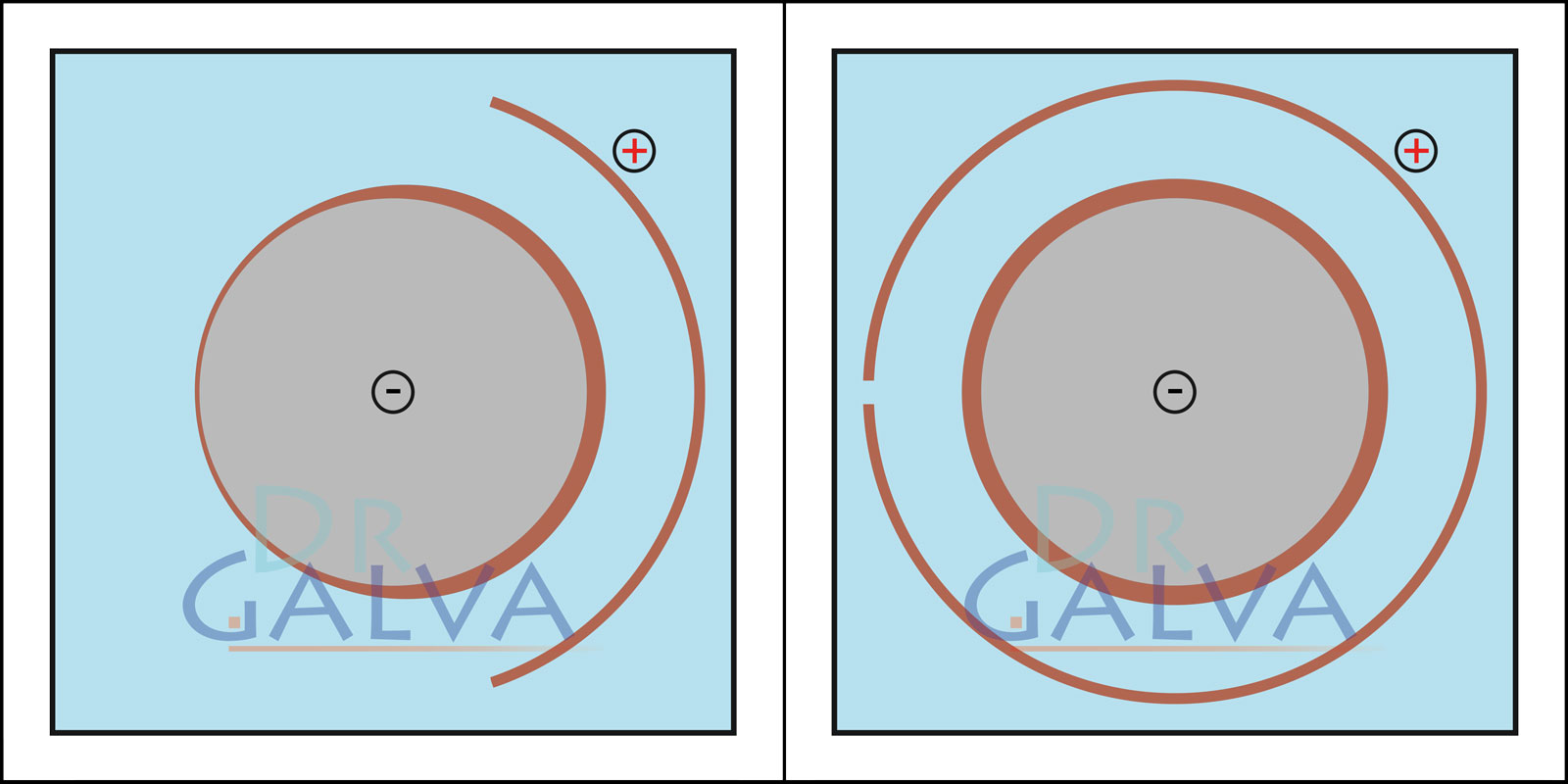
| Bei einer an das Werkstück angepassten Form scheidet das Metall deutlich gleichmäßiger ab. Auf der Anode abgewandten Seite wird die Schicht dünner. Insgesamt wird die Schicht deutlich gleichmäßiger im Vergleich zu einer Flachanode. | Im galvanischen Bad sind eine Ringanode und das Werkstück zu finden. Auf diese Weise wird sichergestellt, dass der Anodenabstand zum Werkstück rundherum gleichgroß ist. Um eine gleichmäßige Abscheidung zu erreichen, ist es nicht notwendig, das Werkstück zu drehen. |
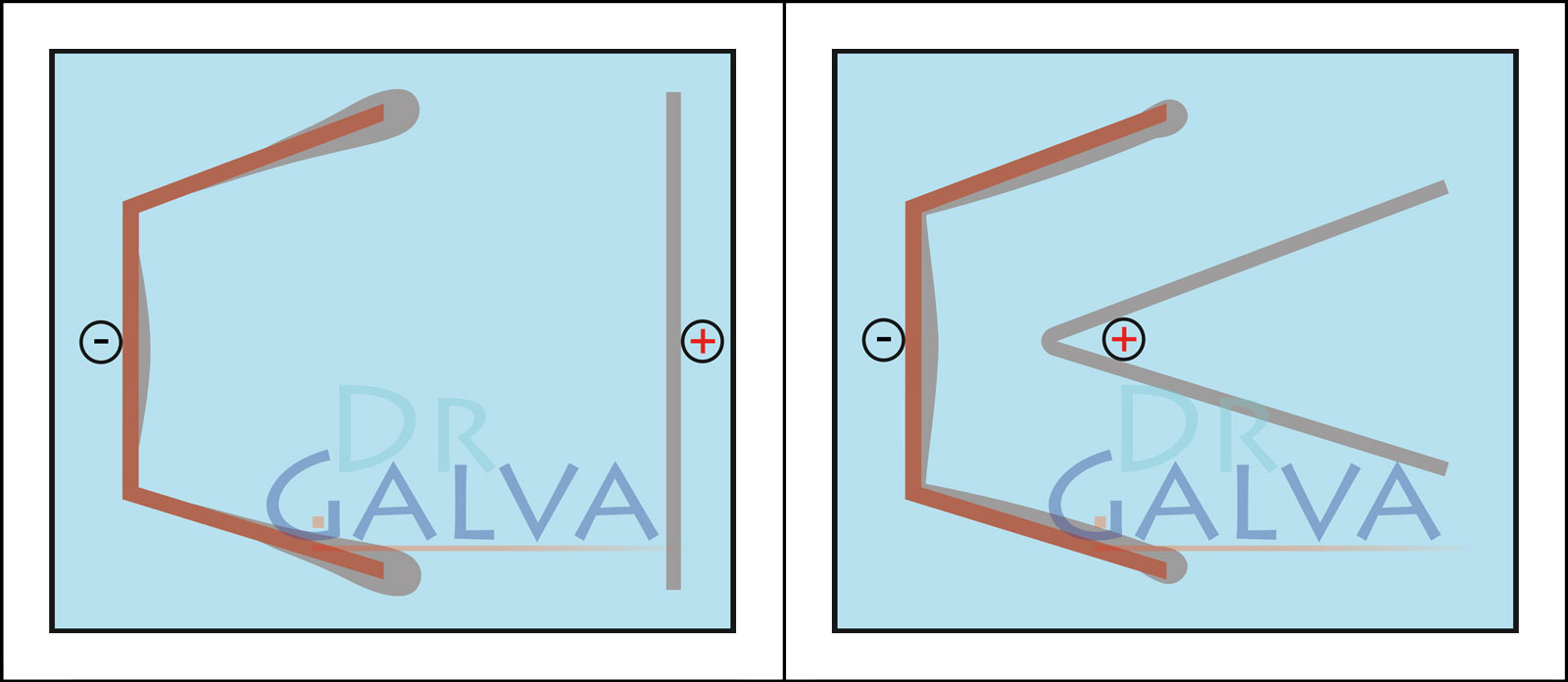
| Dies ist die komplizierteste Form, das Metall scheidet sich fast nur im zur Anode zugewandten Bereich ab. | Mit einer an die Form angepasster Anode findet noch eine gute Abscheidung im Innenbereich statt, auch die Ecken werden beschichtet. Allerdings ist dies recht aufwendig. |




































